
















 27 / 78
27 / 78

A D V A N C E D
M A T E R I A L S
&
P R O C E S S E S | J A N U A R Y
2 0 1 6
2 7
oscillation—much like a crankshaft
and piston/rod assembly. A schematic
of the oscillator function is shown in
Fig. 1, in which the circle represents
the variable stroke crank.
Variable frequency is obtained
simply by changing the motor speed
that drives the crank. The phase change
of a second rotating cam that changes
the reference location of the driving
crank provides the variable amplitude.
Schematically, this increases or de-
creases the size of the circle in Fig. 1.
The oscillation method easily aligns
parts at the end of the welding cycle by
changing the variable amplitude at the
end of the cycle to zero. Application of
normal force and fixturing is similar to
other linear friction machine designs,
applying load perpendicular to the os-
cillating interface. A 100-ton mechani-
cal LFW system is shown in Fig. 2.
Fig. 2 —
100-ton mechanical LFW system. Courtesy of APCI.
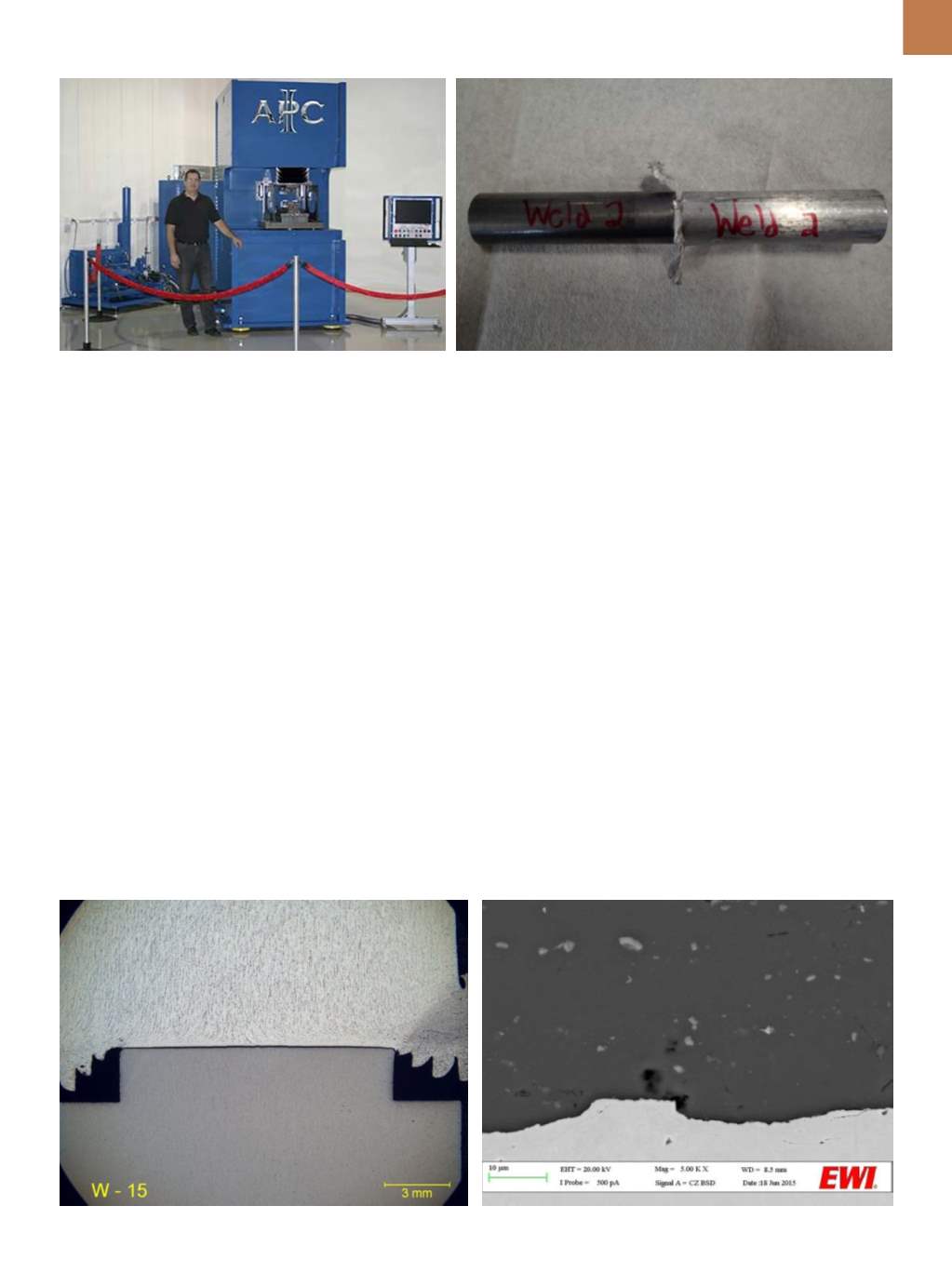
Fig. 3 —
As-welded aluminum-to-steel joint.
Fig. 4 —
Cross-section of aluminum-to-steel joint.
Fig. 5 —
Aluminum-to-steel interface under high magnification using SEM.
This mechanical oscillation de-
sign greatly reduces machine cost and
footprint to approximately one-third
or less than the size of a comparable
hydraulic LFW system. The new system
also allows complexity to be added to
the weld process, including multiple
phases, extending low pressure fric-
tional pre-heats of the surface, and
changing the frequency and/or ampli-
tude in the middle of oscillation. Addi-
tionally, the mechanical system allows
for amplitudes exceeding 6 mm and
70 Hz of oscillation, thus expanding the
available parameters.
CASE STUDY
The automotive and aerospace
industries are both seeking weight re-
ductions via new materials with high
strength-to-weight ratios and multi-ma-
terial designs, commonly known as
lightweighting initiatives. Recent ad-
vancements in LFW technology enable
it to join aluminum alloys with over 90%
efficiency
[4]
. As an extension of this work,
EWI has examined joining aluminum to
steel with a mechanical LFW system.
Using this system, EWI joined 6061-
T6 aluminum to 1018 steel with joint
strengths matching that of the 6061-T6
base material. Joined pieces were 12.7
× 12.7-mm square faces with a 161-mm
2
cross-sectional area. Processing fre-
quency and amplitudes used to join the
pieces surpass traditional LFW capabili-
ty, resulting in joints exceeding 280 MPa
ultimate tensile strength. A photo of the
as-welded joint is shown in Fig. 3 and a
cross-section is shown in Fig. 4.
Joining dissimilar metals, includ-
ing this combination, typically results
in the formation of brittle interme-
tallic compounds with low strength,