
















 26 / 62
26 / 62

ADVANCED MATERIALS & PROCESSES •
MARCH 2014
26
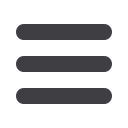
a tool electrode and work roll, which results in tiny, ran-
dom sharp craters in the surface. In the 3D images, red in-
dicates height and blue indicates depth.
As the 3D images show, the blasted surface exhibits
greater variability than the EDT steel surface, though both
show pronounced peaks on the material’s surface. These
pinpoint peaks are prone to breaking and/or deforming
during forming and drawing and can lead to galling, pre-
mature tool wear, and die lube contamination. The EDT
surface is generally the more consistent type of these two
traditional matte finishes.
Grinding wheels or abrasive media can be used to
achieve a ground finish to enhance retention of die lube.
While this method increases surface roughness, surface
properties are unidirectional and exhibit notable differ-
ences in the longitudinal and transverse directions, mak-
ing it unacceptable for most drawing applications. Figure
3 shows the general appearance of steel rolled with
ground rolls.
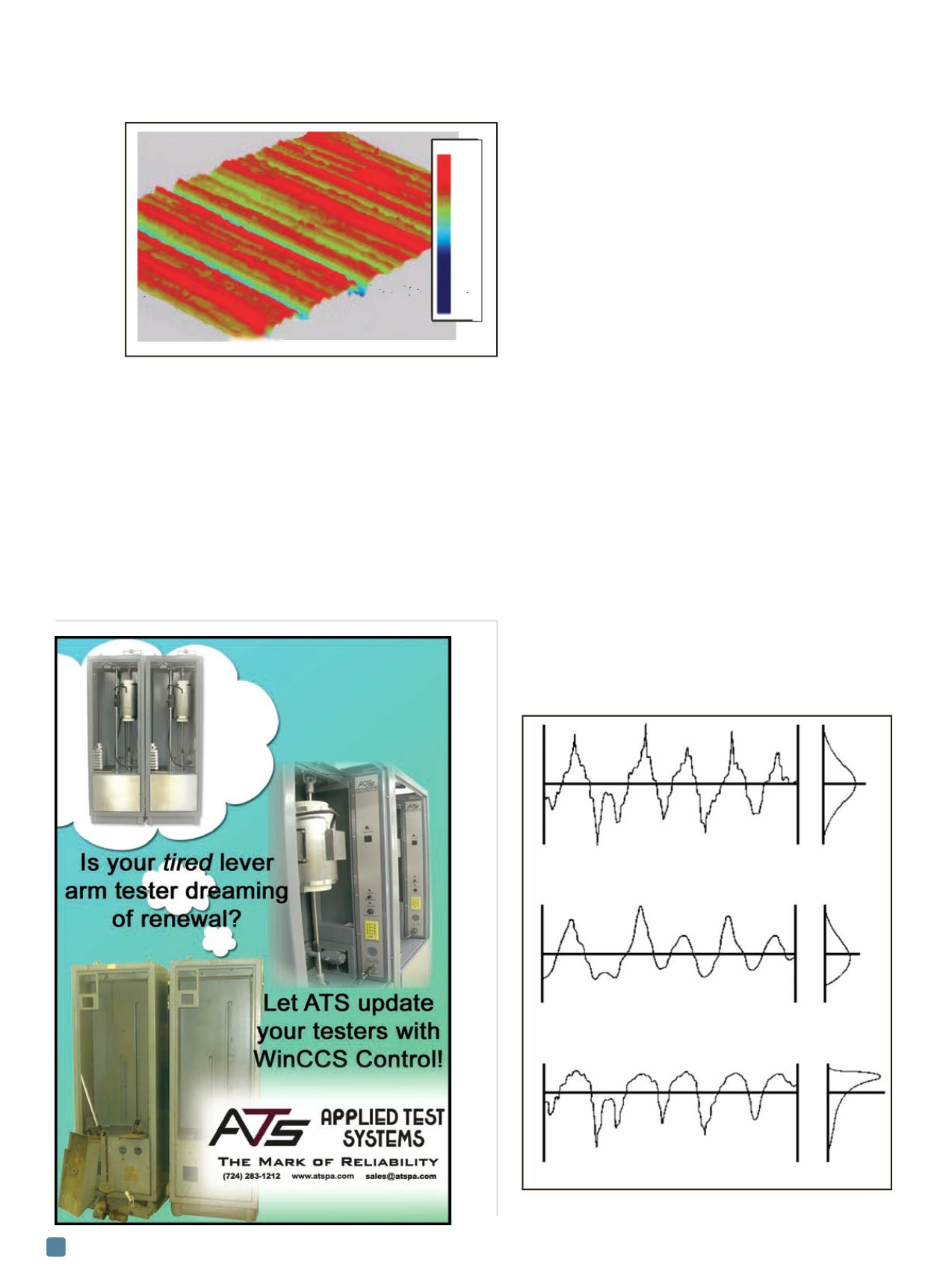
When analyzing peak formations on material sur-
faces, the “skewness” of the surface should be measured
to compare the relationship of peaks and valleys on the
steel surface. If a surface is skewed toward the positive
side, there is more peak than valley and vice versa. Fig-
ure 4 shows a profilometer trace of both of these sur-
faces, as well as a neutral surface with equal peak/valley
distribution.
An LBT generated surface inherently exhibits a neg-
ative skew, while those produced with traditional finish
methods tend to exhibit a positive skew. This difference
in surface topography is shown in Fig. 5. Figure 6 shows
an enhanced, higher magnification view of the LBT sur-
face, further demonstrating both the lack of pinpoint
peaks (undesirable in the forming and/or drawing
process) and the large surface bearing area provided by
this type of finish.
In addition to the negative skew imparted to materi-
als processed with LBT rolls, the technology achieves a
deterministic finish verses the stochastic or “random in
nature” surface that is imparted by traditional matte fin-
ishes, enabling greater consistency and predictability
during forming.
Fig. 3 –
Ground roll surface finish in 3D.
Fig. 4 –
Surface texture skew is extremely important.
uin
199
50
-100
-250
-400
-520
Neutral profile R
s
k~0
Positive skew profile R
s
k>0
Negative skew profile R
s
k<0