
















 19 / 78
19 / 78

Yu-Ping Yang*
Fabian Orth
Warren Peterson
Jerry Gould
EWI
Columbus, Ohio
ADVANCED MATERIALS & PROCESSES •
NOVEMBER-DECEMBER 2014
19
R
esistance spot welding
(RSW) remains the most
common joining method
in the automobile industry, where
it is used to weld sheet metal to
form vehicle bodies and other
parts. The main advantages of
RSW include high speed and low
cost, the ability to weld a wide
range of joint configurations with
the same gun, lack of weld con-
sumables, and ease of high vol-
ume automation. RSW is used to
join many ferrous and non-fer-
rous alloys such as carbon steels,
high strength low-alloy steels,
stainless steels, aluminum and light alloys,
nickel alloys, and galvanized sheets.
Because a typical vehicle contains approxi-
mately 3000 spot welds, their joint strength is
important to the overall structural integrity and
safety. To reduce weight and improve vehicle
safety, higher strength materials are continu-
ously implemented with each new generation
of vehicles. Spot weld failure during automo-
tive crash testing is a critical issue due to the
high hardness and brittleness of these welds for
high and ultra-high strength steels. To achieve
optimal vehicle design, spot weld failure must
be accurately predicted in crash simulations.
Over the past few decades, several failure mod-
els have been developed and implemented in
the widely used LS-DYNA software to predict
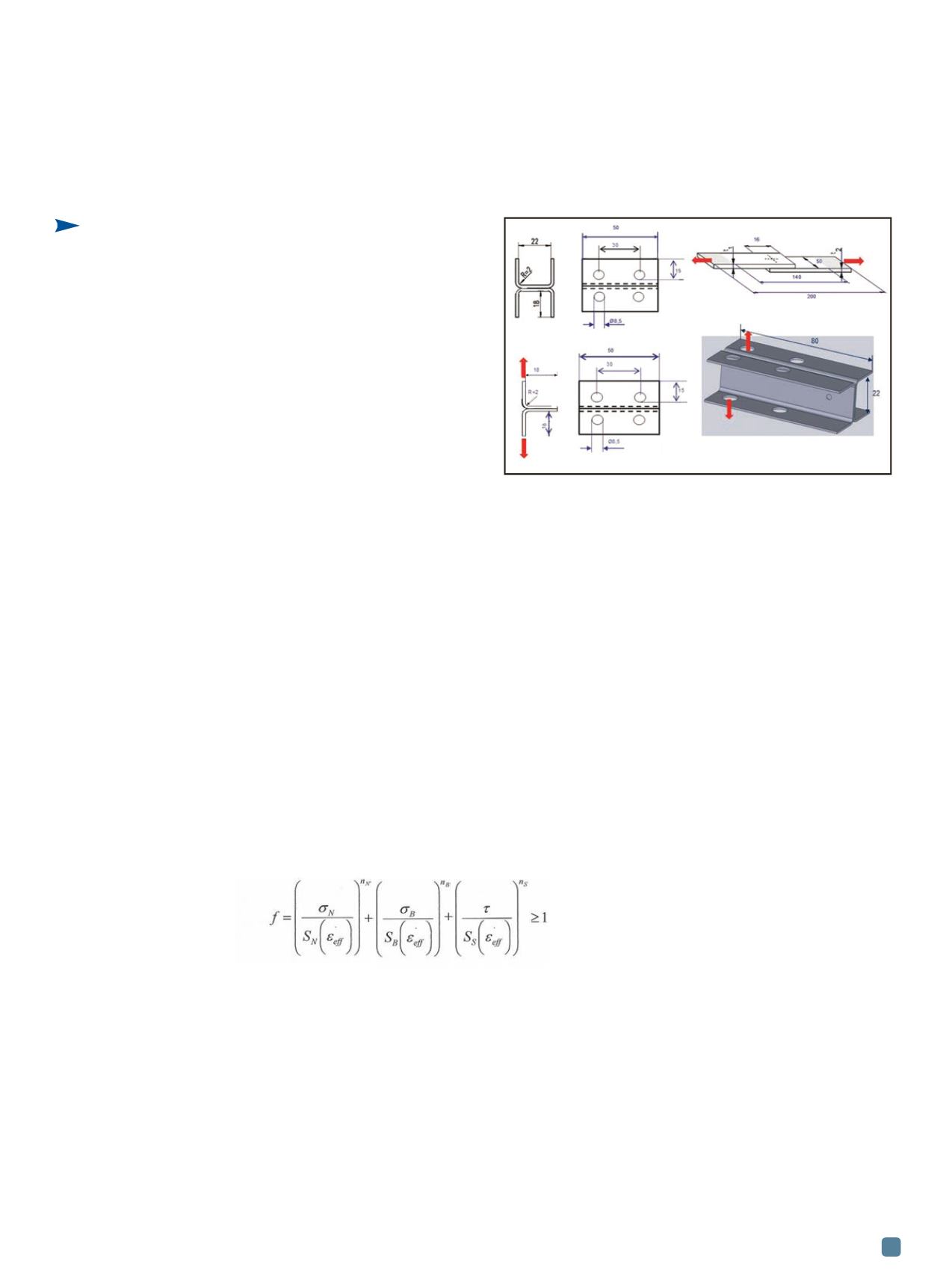
crash performance. Equation 1 shows one of
the spot weld failure models
[1,2]
:
(1)
where
s
N
,
s
B
, and
t
are axial, bending, and
shear stress, respectively,
e .
eff
is effective strain
rate, and
S
N
(
e .
eff
)
,
S
B
(
e .
eff
)
, and
S
S
(
e .
eff
)
are strain-
rate dependent axial, bending, and shear
strength. The model includes six empirical fail-
ure parameters (S
N
, S
B
, S
S
, n
N
, n
B
, and n
S
). By
providing a set of failure parameters, a failure sur-
face can be defined by Equation 1. If a stress state
is outside the surface (
f >1
), the spot weld will fail.
These failure parameters are specific to
each weld size and material stack-up. Until
now, there was not a standard testing method
for developing these parameters and few re-
search programs have tried to create one
[1-4]
. A
testing protocol developed at EWI for the pur-
pose of creating spot weld failure parameters
has been used since 2010 to establish these pa-
rameters for automotive manufacturers for a
range of steel and aluminum stack-ups. Crash
simulations in full-vehicle models show that the
failure parameters created by this method are
accurate for predicting the initiation of spot
weld failure by comparing results with experi-
mental data.
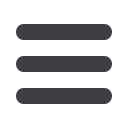
Test sample design
Small samples including one spot weld
were designed based on past experience as
shown in Fig. 1
[2,4]
. Sample designs can be clas-
sified into four basic types—KSII, lap-shear,
coach-peel, and torsional. The
KSII sample
is
designed to test spot weld axial strength when
a load is applied in a 90° direction (normal to
the spot weld interface), and the spot weld
shear strength when a load is applied in a 0°
direction (parallel to the spot weld interface).
The KSII sample can also be used to evaluate
joint strength for a combination of axial, shear,
and bending load by testing in a 30° and 60° di-
rection. The
lap-shear sample
is designed to
evaluate both tensile and shear joint strength,
as the joint rotates during loading due to the
sheet metal’s low stiffness.
Coach-peel
and
tor-
sional samples
are designed to evaluate spot
weld bending strength and shear strength (for
a torque load), respectively.
The
T-section sample
as shown in Fig. 2 is
designed to test spot weld failure at the compo-
nent level by applying a transverse load and
Accurate Spot Weld Testing
for Automotive Applications
Typical
vehicles
contain more
than 3000 spot
welds—whose
failure must be
accurately
predicted
in crash
simulations.
A new test
method is
proving useful
for accurately
defining spot
weld failure
parameters.
*Member of ASM International
Fig. 1 —
Small sample types used to develop spot weld failure
parameters.
Lap-shear sample
Torsional sample
KSII sample
Coach-peel sample