
















 19 / 54
19 / 54

A D V A N C E D
M A T E R I A L S
&
P R O C E S S E S | J A N U A R Y
2 0 1 7
1 9
broken before removal. Salt cores, which
have appropriate strength and may be
dissolved after casting, can be applied
but have only achieved limited success
[3]
.
Therefore, coresmade of granular media
such as sand or similar materials repre-
sent a more promising research focus.
The key challenge is to develop
cores that are strong enough to with-
stand injection pressure (especially in
gating areas) and pressure intensifica-
tion during holding periods, thus allow-
ing generation of high integrity, hollow
structural castings. In addition, cores
must also break up easily after casting
for removal purposes.
Currently, suitable base core ma-
terials, binder materials, and surface
coating solutions are not available to
create an optimum core structure. How-
ever, inorganic binders are receiving
renewed attention from the automotive
industry. Further, knowledge of the in-
teraction between new core materials
and molten alloys is critically import-
ant. This interface is highly linked to
casting defect formation, which pre-
vents the successful manufacture of
high integrity structural components.
In such a defined project scope, closing
the knowledge gap through core devel-
opment is a priority.
CORE VERIFICATION
To prove the strong core concept,
two-step verification should be per-
formed that covers design and manu-
facturing of casting cores and imple-
mentation of cores to high pressure die
casting. A test component consisting of
a two-cavity test die featuring a simpli-
fied geometry with two cylinders of ap-
proximately 70 mm diameter, 200 mm
length, with wall thickness of 2 and 4
mm was selected. The test die with a
configuration of runners and overflows
A
utomotive components such as
engine blocks require internal
cavities or passages, either to
avoid costly machining or for weight
reduction. For example, engine cam-
shafts and crankshafts feature an
incorporated hollow structure for the
latter purpose. In order to manufac-
ture a component with internal cav-
ities during casting processes, cores
must be installed before the metal is
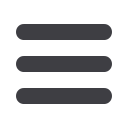
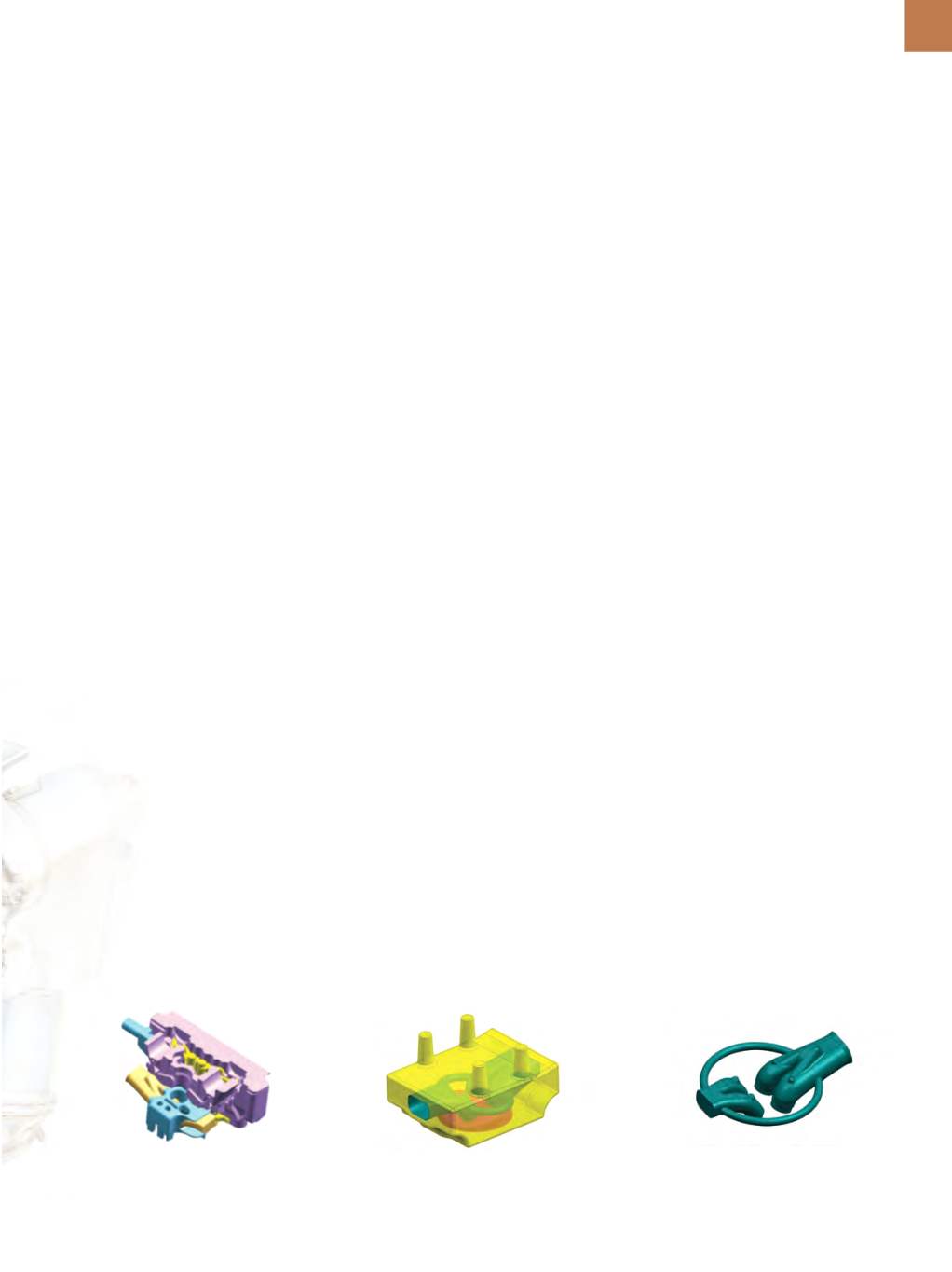
poured. A core is a replica—an inverse
one—of the internal features of the
part to be cast (Fig. 1).
Depending on the casting tech-
nique, cores may either be completely
integrated into the casting die/mold
or loosely inserted there. After the
metal solidifies and the component is
released, the core must be broken, re-
moved from the product, and disposed,
although some applications exist for re-
usable cores. Depending on the particu-
lar method, when shifting from gravity
casting to low pressure and high pres-
sure die casting, core strength require-
ments vary asmelt pressure increases
[1]
.
This article addresses the deficiency of
existing technologies for manufacturing
certain lightweight automotive compo-
nents, in particular those with hollow
structures of complex geometry.
COMMERCIAL APPLICATIONS
Research on core casting encom-
passes a variety of core types and cast-
ing techniques. According to recent
developments, a sand core technique
produces automotive body frame
nodes by ablation casting
[2]
. The com-
bination of high properties and hollow
shapes make ablation cast nodes ideal
for a lightweight frame structure. Sand
cores create complex hollow internal
sections, further reducing weight. Cores
enable production of large, thin wall,
hollow shapes that are lightweight and
feature superior properties due to high
cooling rates. However, the most chal-
lenging application using strong/break-
able cores in high pressure die casting
has not been actively investigated.
Vehicle lightweighting with alumi-
num or magnesium alloys improves fuel
economy and reduces emissions. This
represents a complementary approach for
hybrid and fuel cell vehicles to increase ve-
hicle performance, particularly range. The
strategic vision to reduce vehicle weight
by up to 20% has not been achieved, in
part due to barriers in manufacturing
technologies. Development of a high-vol-
ume, low-cost casting process that uses
new generation casting cores will advance
manufacturing and enable production of
high-integrity components with full heat
treatment capabilities. Such a technolo-
gy would reduce component cost and in-
crease vehicle competitiveness.
TECHNICAL CHALLENGES
The design and manufacture of
casting cores remains a constant glob-
al challenge for foundries. This is due
in part to the growing complexity of
core shapes, greater strength require-
ments, and core removal techniques
that require new materials for the core
base and for binder and coating de-
velopment. There is also pressure to
develop better cores, which magnifies
the increasingly stringent environmen-
tal, health, and safety regulations. A
significant technology gap exists in the
application of cores for high pressure
die casting—the technique of choice for
large-scale manufacturing of structural
automotive components.
As a result, parts manufactured us-
ing current die castingmethods typically
do not contain complex internal passag-
es or cavities that require the core to be
Fig. 1 —
3D model shows core concept in casting: (a) part of complex geometry; (b) simplified test component with view of the part with
marked core inside; (c) essential core structure with a ring for assembly purposes. Due to the complex shape, the core cannot be removed from
the part without breaking.
a)
c)
b)