
















 28 / 62
28 / 62

A D V A N C E D M A T E R I A L S & P R O C E S S E S | M A R C H 2 0 1 5
2 8
TECHNICAL SPOTLIGHT
ADDITIVE MANUFACTURING MAKES
TITANIUM USE MORE FEASIBLE
T
itanium, the ninth most abundant
element in the earth’s crust, holds
the highest strength-to-weight
ratio of any metallic element. It is 45%
lighter than steel and highly corrosion-
resistant—an extremely valuable combi-
nation for many industrial and medical
applications.
The reason titanium is not more
widely used boils down to expense. As
a raw material, it can cost up to two or-
ders of magnitude more than structur-
al steels. Therefore, titanium is mostly
used in high-end applications where the
price can be justified by performance
requirements.
IMPROVING COST
EFFECTIVENESS
Additive manufacturing (AM) is
changing the outlook for titanium in
ways that are exciting and important
for design engineers to understand, es-
pecially as opportunities for AM reach
mainstream parts production. As an
example, producing an I-beam from a
forging would machine away approx-
imately 50% of the titanium used to
make it—
subtractive manufacturing.
The value of the machining chips pales
in comparison to the metal cost. How-
ever,
additive manufacturing
and new
powder technologies can now reduce
waste to 2%, making titanium much
more practical and cost effective.
AM CHALLENGES
Additive manufacturing and its
supplementary technologies must over-
come several challenges to achieve mar-
ket viability across diverse applications
and industries. One is the relatively high
cost of titanium powder. However, some
companies are developing novel tech-
nologies that are poised to reduce cost
and increase capacity. One such compa-
ny is Puris LLC, which brought 300,000 lb
of new capacity online last year. At these
levels, powder cost becomes a much
smaller percentage of overall compo-
nent cost. Machine manufacturers are
also developing processing parameters
to increase powder recycling poten-
tial. For powder bed technologies, this
means that much of the powder used
during buildup, which does not become
part of the printed component, may be
recycled cleanly and efficiently.
Another challenge is that the final
geometry is only near-net shape, so it
requires extra machining. Further, for
many complex components, initial setup
work represents the majority of machin-
ing time and cost not offset by material
waste reduction. To solve this, machine
and powder advances continue to im-
prove the complexity and accuracy of
AM part geometry. Predictive numerical
tools enable fine tuning of parts to limit
shrinkage and distortion during manu-
facturing. Many parts are now designed
as
selectively-net shape,
which means
certain features or surfaces are printed
net, while others are left near-net. Allow-
ing a material envelope on noncritical
surfaces facilitates machining to bring
other features into net shape.
Yet another challenge stems from
the use of laser or electron beams in
3D printing, which introduce thermal
stresses that contribute to component
distortion during the building process or
inpost-buildheat treatment andmachin-
ing. Solutions to this problem vary based
on the specific 3D printing technology:
•
In laser-based systems, build can be
paused and the component removed
for stress relief, albeit with a negative
effect on production speed and cost.
•
Arcam, Sweden, successfully pre-
heats and elevates the powder bed
during the print cycle.
•
ExOne, North Huntingdon, Pa., a
binder jet systemmanufacturer,
prints at room temperature to alle-
viate thermal stresses. Subsequent
steps performed at higher tem-
peratures for binder removal and
consolidation do not appear to
form thermal stresses.
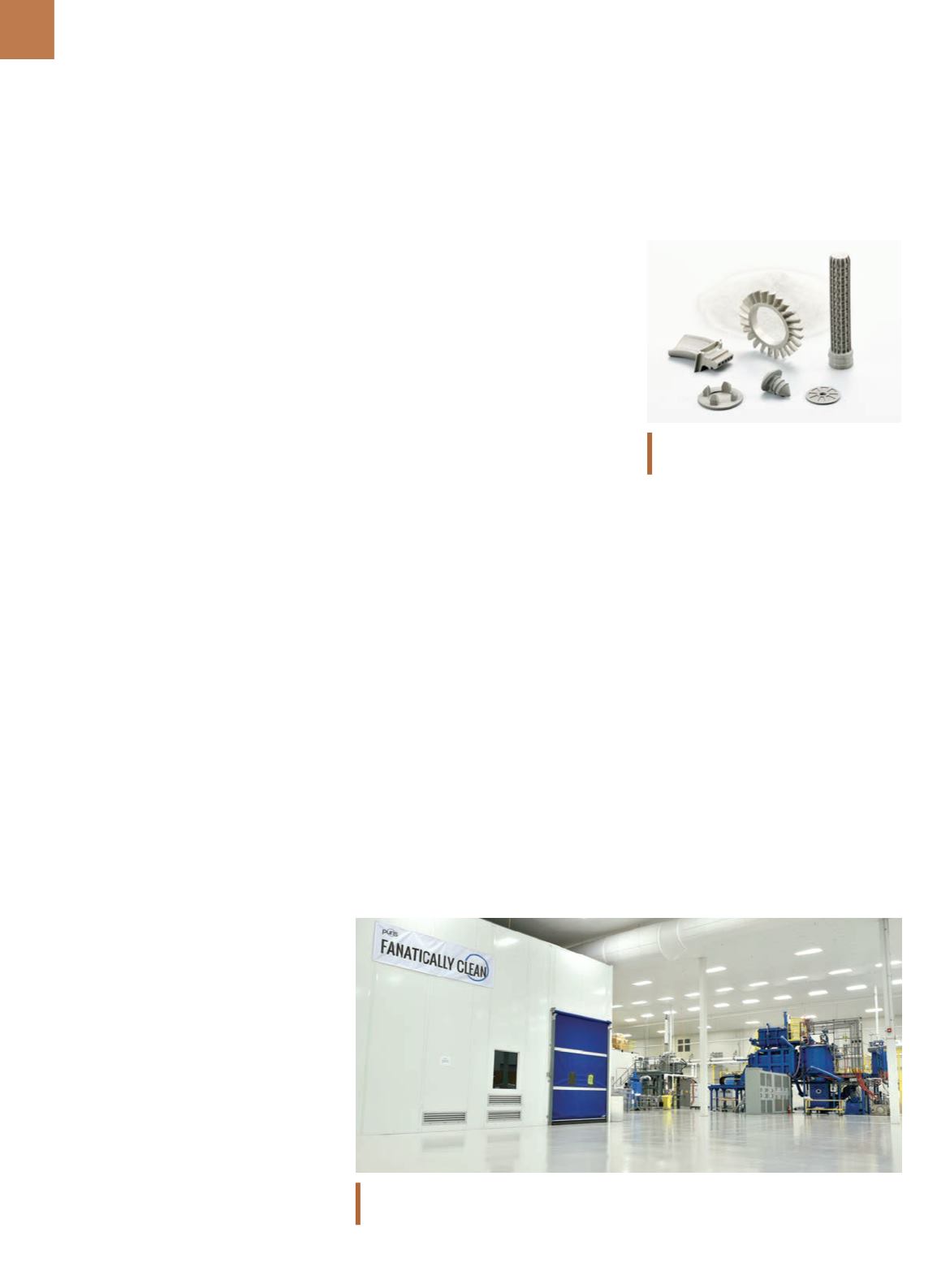
A fanatical approach to cleanliness and patented technologies ensures that Puris’ titanium
powder is free from contamination.
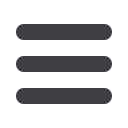
Additively manufactured components
produced by the ExOne printer.