
















 23 / 78
23 / 78

A D V A N C E D
M A T E R I A L S
&
P R O C E S S E S | J U N E
2 0 1 6
2 3
grain microstructure are compromised
at intermediate temperatures in the
bore and web. Creep resistance and
dwell crack growth resistance in the
rim region are compromised in a disk
with a uniform fine grain microstruc-
ture. Therefore, an optimal disk should
have a dual microstructure consisting
of fine grains in the bore and web and
coarse grains in the rim. Low-solvus,
high-refractory (LSHR) Ni-base superal-
loy turbine disks were processed using
a dual microstructure heat treatment
producing a microstructural gradient
consisting of coarse grains in the rim
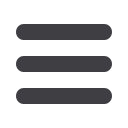
and fine grains in the bore. Figure 3
shows a good bond between LDS and
LSHR Ni-base superalloys using FAST at
a temperature of 900°C.
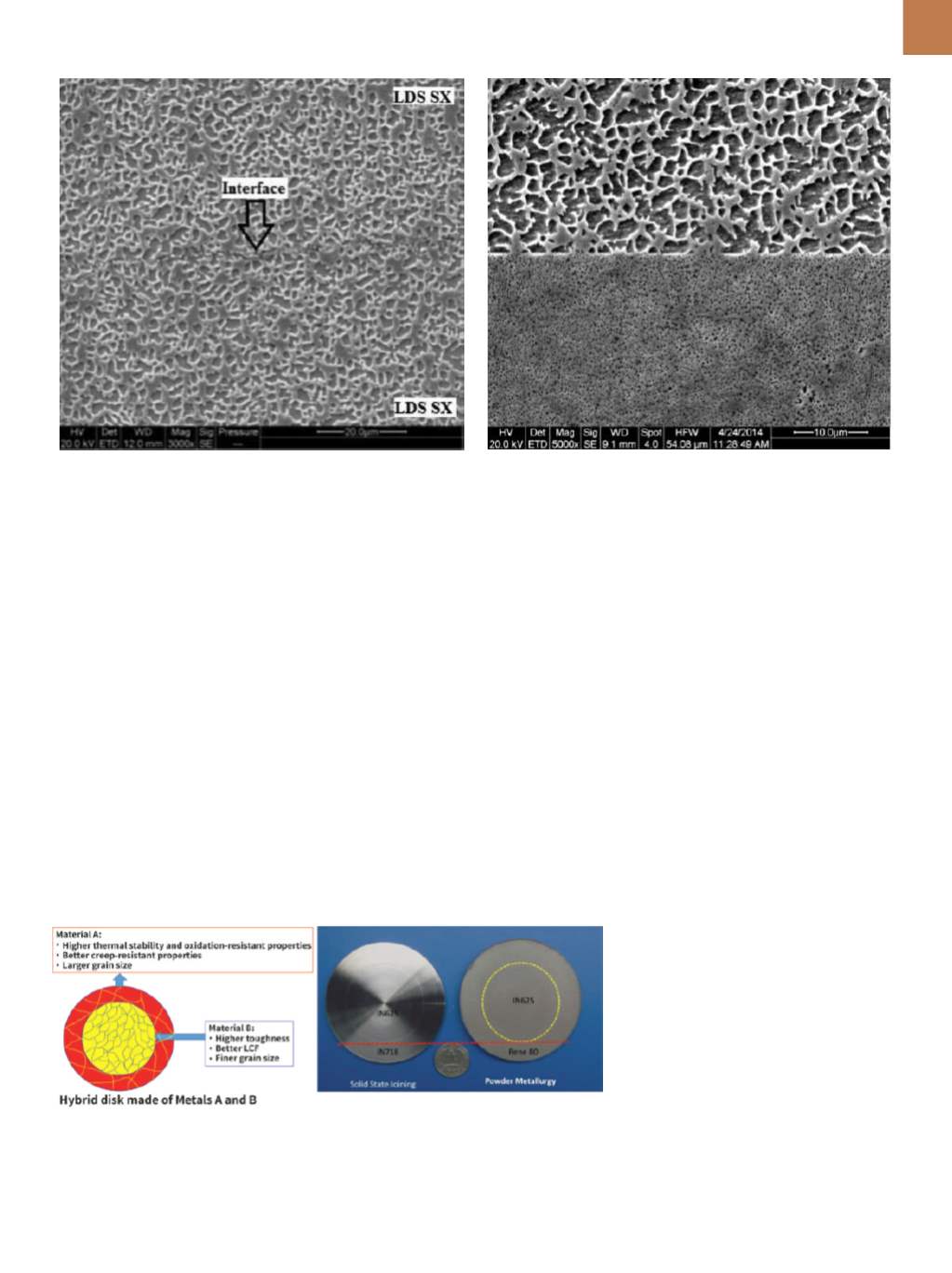
DEVELOPMENT OF HYBRID
COMPONENTS
Turbine disks.
The industry wants
to increase the operating temperature
of turbine disks from 650° to 760°C by
means of a dual phase microstructure
with superior time-dependent mechan-
ical properties. This is achievable using
hybrid turbine disks (Fig. 4). Two
approaches used to fabricate these
disks include solid state joining of two
different materials with a sharp inter-
face, and using two different powder
materials compacted and sintered
together forming a hybrid disk without
a sharp interface, as shown in Fig. 4.
Mechanical properties of the interfaces
are now being evaluated.
Gears.
Replacing steel helicop-
ter components with Ti alloys reduces
weight by 50%, which, in turn, increases
maneuverability, fuel efficiency, and pay
load capability. The weight of a helicop-
ter ranges from 6000-7000 kg, and the
weight of carburized steel transmission
gears ranges from 200-800 kg. Ideally,
carburized steel gears can be replaced
with nitrided Ti alloys. An alternative
approach is to replace the steel core
of the gear with a Ti alloy, and use car-
burized steel gear teeth, reducing gear
weight by 30-40%.
Body armor ceramic tiles.
SiC and
B
4
C materials are commonly used for
body armor, with B
4
C the preferred
material due to its lighter weight. SiC
ceramic tiles are produced using pres-
sureless sintering while B
4
C ceramic
tiles are produced using a hot process.
In general, sintering B
4
C materials is
challenging and it takes a long time
to produce ceramic tiles. Using FAST
produces ceramic tiles more cost effec-
tively (25-35% less) compared with
the hot process. Ballistic performance
of FAST B
4
C ceramic tiles with a new
architecture is better than baseline
Fig. 2 —
Scanning electronmicrograph (SEM) of LDS Ni-base super-
alloys joined via FAST shows high-quality bond.
Fig. 3 —
SEM of LDS Ni-base superalloy joined to LSHR Ni-base super
alloy via FAST at 900°C.
Fig. 4 —
(a) Schematic of hybrid disk fabricated by solid state joining of two different materials
having different properties producing a sharp interface; (b) fabricated hybrid disk produced via
solid state joining (left) and by compacting and sintering two different powder materials using
FAST (right).
(a)
(b)