
















 42 / 62
42 / 62

FEATURE
A D V A N C E D M A T E R I A L S & P R O C E S S E S | M A R C H 2 0 1 5
4 2
8
4. Heat furnace to 1700
o
F at 15
o
F per minute
5. Hold at 1700
o
F until all blocks are within 10
o
F of set
point and hold 15 minutes
6. Cool load and furnace back to unloading temperature
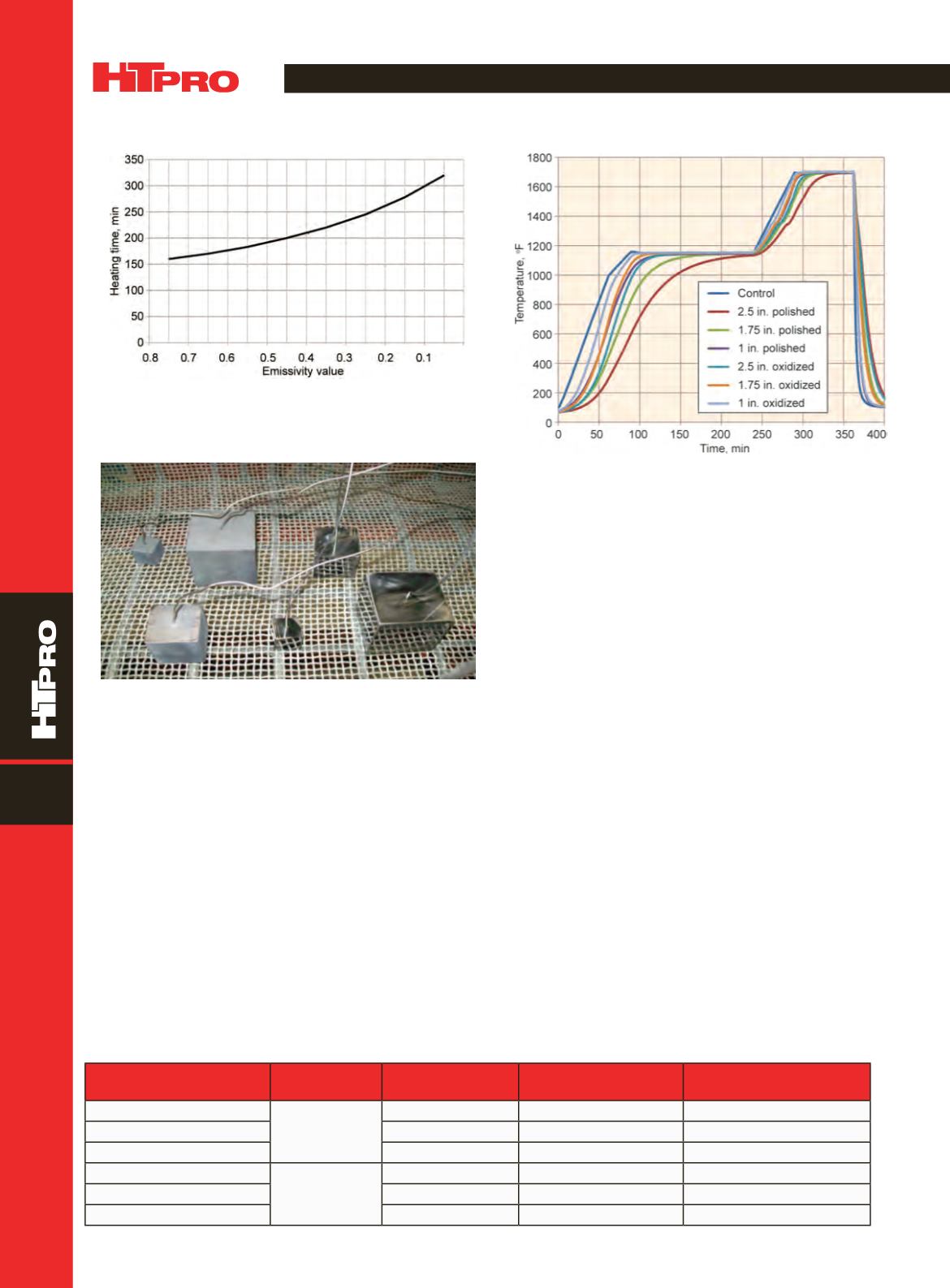
Figure 6 shows the plots of thermocouple readings as
a function of time, and Table 3 shows the effects of size and
surface condition for the same emissivity. This further em-
phasizes that consideration must be given to thermocouple
test blocks regarding mass, cross section, and surface condi-
tion. For example, a 1 in. cube of polished carbon steel took
longer to heat to temperature than a 2.5 in. cube of oxidized
carbon steel.
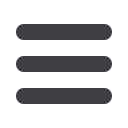
Fig. 4 —
Projected heating times based on material surface
condition and corresponding emissivity.
Fig. 5 —
Carbon-steel test blocks with thermocouples used to
determine the effects of size and surface condition on times to
heat to temperature in a vacuum furnace.
TABLE 3—EFFECT OF SIZE AND SURFACE CONDITION ON TIME TO HEAT CARBON STEEL TEST BLOCKS IN VACUUM FURNACE
Test block size/surface
condition
Approximate
emissivity
Heating time to
1000
°
F, min
Heating time from
1000
°
to 1700
°
F, min Total heating time, min
1 in. cube/ oxidized
0.80–0.95
68
39
107
1.75 in. cube/ oxidized
79
46
125
2.5 in. cube/ oxidized
98
48
146
1 in. cube/polished
0.12–0.40
100
53
153
1.75 in. cube/polished
135
55
180
2.5 in. cube/polished
166
73
239
Fig. 6 —
Effect of size and surface condition on time to heat
carbon-steel test blocks in a vacuum furnace.
The following conclusions are derived from this study:
•
Radiation heating of materials in a vacuum furnace
is greatly affected by the material’s emissivity and
absorptivity
•
Bright, polished materials take much longer to heat
than materials with dull, dark surfaces
•
Material surface roughness affects heating rate,
because rough surfaces heat faster than smooth,
reflective surfaces
•
When using thermocouple blocks to simulate actual
load parts, the material and cross section must not
only be similar, but also the surface condition (color
and texture) must be the same
•
Thermocouple test blocks should be periodically
reconditioned to maintain proper surface smoothness
and appearance
•
A workload with a particular surface condition
compared with a workload of the same material with
another surface condition could take up to twice as
long to reach the desired temperature
For more information:
Reàl Fradette is senior consultant,
Solar Atmospheres Inc., 1969 Clearview Rd., Souderton, PA
18964,
rfradette@solaratm.com,
solaratm.com.