
















 55 / 74
55 / 74

ADVANCED MATERIALS & PROCESSES •
SEPTEMBER 2014
55
HTPRO
9
protected most effectively. Finally, optimized steelmaking prac-
tices, including hot working, are critical for successful commer-
cialization of these alloys, and this optimization can be
challenging with the small heat sizes typically used for new steel
compositions targeted toward emerging markets.
Nevertheless, progress is being made. The German company
Buderus Edelstahl GmbH is active in this area and has reportedly
supplied custom heats of microalloyed case-hardening steels to
some customers. Recent work at Buderus is described by Hip-
pensteil
[5]
. Other industrial activities related to commercializa-
tion are summarized by Mohrbacher
[6]
. The potential benefits of
microalloy additions for pinning austenite grain boundaries could
also extend beyond carburizing alloys. Jansto notes that rolled
medium- and high-carbon steels can also benefit from such ad-
ditions
[3]
. In this case, the microalloy additions minimize grain
coarsening and grain size variations caused by temperature fluc-
tuations and inhomogeneities during reheating and hot rolling.
This, in turn, can facilitate development of new, ultrafine grain
steels with improved toughness, strength, and uniformity com-
pared with current products.
HTPRO
References
1. K. Loeser,Meeting theChallenges of LPC, VacuumCarburizing Sym-
posium, Dearborn, Mich., Sept., 2008.
2. M. McKimpson, Novel Steels for High Temperature Carburizing,
Final Technical Report, U.S. Department of Energy Award DE-
EE0003474, 2012,
osti.gov/scitech/biblio/1046914.3. S. Jansto, MicroNiobiumAlloy Approach inMedium and High Car-
bon Steel Bar, Plate and Sheet Products,
Met Trans B
, Vol 45B, April
2014, p 438–444.
4. C. Enloe, The Effect of Molybdenum on Niobium, Titanium Car-
bonitride Precipitate Evolution andGrainRefinement inHigh-Temper-
ature VacuumCarburizingAlloys, Ph.D. Dissertation, Colorado School
of Mines, 2013.
5. F. Hippenstiel, ImprovementWorking andUtility Properties of Clas-
sical and NewMo Alloyed Carburizing Steels, 3rd Intl. Conf. on Steels
for Cars and Trucks (SCT2011), June 2011, Salzburg, Austria.
6. H. Mohrbacher, Optimization of Molybdenum Alloyed Carburiz-
ing Steels by Nb Microalloying for Large Gear Applications, Asia
Steel 2012 Conf., Sept. 2012, Beijing,
niobelcon.com/NiobelCon/ Publications.htmlAcknowledgment:
A portion of the work described in this article
was supported by the U.S. Department of Energy under Award No.
DE-EE0003474.
For more information:
Marv McKimpson, Caterpillar Inc., (41)
Tech Ctr-E/Div. 854, 14009 Old Galena Rd., Mossville, IL 61552,
mckimpson_marv@cat.com,
cat.com.
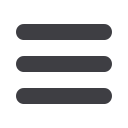
Fig. 4 —
Grain size
observed in a
microalloyed
carburizing steel as
a function of
thermal exposure
conditions. Note:
The first number in
the ASTM grain
size nomenclature
indicates the
smallest grain size,
the second number
the largest grain
size. Source: Ref 2.
200 mm
200 mm
200 mm
200 mm
200 mm
200 mm
900°C, 1 h
ASTM grain size 8–7
1000°C, 8 h
ASTM grain size 9–8
900°C, 8 h
ASTM grain size 9–8
1050°C, 8 h
ASTM grain size 8–6
950°C, 8 h
ASTM grain size 8–7
1100°C, 8 h
ASTM grain size 7–1