















 62 / 82
62 / 82

A D V A N C E D M A T E R I A L S & P R O C E S S E S | M A Y / J U N E 2 0 1 7
6 2
FEATURE
12
Establish HTC for each specimen location.
Two methods
are used to correlate hardness measurements to HTC. One
method uses results from the standard gas quench using
the Praxair-type unit (Fig. 2). If the same heat of steel is used
to develop the center hardness versus the HTC curve using
the same standard cooling tests as in the furnace quenching
evaluation, then that base curve canbe used to apply anHTC
to each specimen (or each location) for the furnace. Anoth-
er method employs a heat treat simulation package such
as Dante to determine the HTC that produces the measured
hardness value at the center of those specimens.
For a furnace with very slow cooling (HTC values be-
low 200 W/m
2
K), it is difficult to use a common diameter
specimen between the Praxair standard test and a furnace
evaluation. The Praxair test cannot accurately create a slow-
er cooling standard. The furnace evaluation also requires a
high hardenability material and possibly a smaller diameter
to differentiate surface cooling rates in all areas of the fur-
nace. Heat treat simulationmust be usedwhen the standard
Praxair-type test cannot be used.
TEST RESULTS
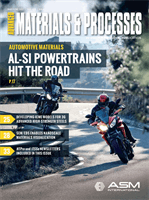
Figure 5 shows results for 13-mm diameter by 100-mm
long (0.5 by 4 in.) AISI 4340 bars tested in a 2-bar nitrogen fur-
nacewith gas flowdirection as shown in Fig. 4. Sampleswere
placed to test primarily the front and rear of the furnace. Core
hardness varies from 44 to 49.5 HRC, which contains 50% to
90% martensite
[1]
. Figures 5(a) and 5(c) show that the front
provides higher gas quench intensity comparedwith the rear
(the strongest quench intensity is at right side of the front).
The weakest quench intensity is at the lower left corner of
the rear as shown in Figs. 5b and 5d. Based on measured
hardness, a Dante simulation was conducted to determine
the surfaceHTC (Figs. 5c and 5d). A 4340 13-mmtest is appro-
priate to quantify quench intensity and uniformity in a 2-bar
nitrogen gas quench furnace.
~HTPro
For more information:
Michael Pershing is senior technical
steward−heat treat, Caterpillar Inc., 100 NE Adams St., Peo-
ria, IL 61629, 309.578.9676,
pershing_michael_a@cat.com,
www.cat.com.
Fig. 5 —
Hardness and HTC of samples placed to test the front and rear of the furnace: (a) hardness of front side, (b) hardness of rear side,
(c) HTC distribution of front side, and (d) HTC distribution of rear side.